ホルモン製剤の製造工程とポイント
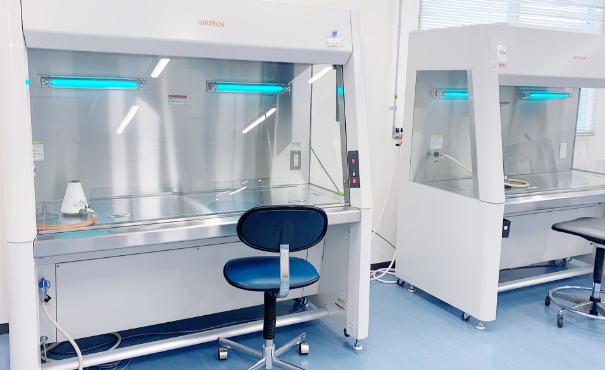
秤量・粉砕

自動システムにより計算・発行された製造指図記録書に基づき、原薬や添加物などを計量する質量に合わせた精度の天秤を用いて正確に秤量を行います。
秤量した原料を粉砕して一定の粒子径にすることで、各原料を混ぜた時の粒度分布を均一にします。
秤量した原料を粉砕して一定の粒子径にすることで、各原料を混ぜた時の粒度分布を均一にします。
POINT
-
原料照合システムにより、倉庫からの出庫時と現場での受入時に原料の取り間違いなどを未然に防ぐシステム対策を実施。 -
秤量した質量のシステム入力を行い、秤量後に残った原料はシステムの理論残量と現物の残量のダブルチェックを実施。
造粒・乾燥

高速撹拌造粒機や破砕型造粒機(パワーミル)を用いて、造粒などを行い粒子の大きさを整えます。
粒子の大きさを整えた後は、出来るだけ低い温度で真空乾燥を行います。
粒子の大きさを整えた後は、出来るだけ低い温度で真空乾燥を行います。
POINT
-
粉末の撹拌終点は、電気的な信号の変化によって管理。 -
棚式の真空乾燥機は洗浄が容易であり、洗浄から次ロットで使用するまでの時間を短縮して、連続的な生産への対応が可能。
混合・打錠・錠剤外観検査

乾燥した粉末を混合機を用いて混ぜ合わせることで、含量均一性を確保します。
混合された粉末は打錠機に装備された複数の杵と臼により圧縮成型することで、1時間に約12万錠の速度で錠剤化(素錠)します。
混合された粉末は打錠機に装備された複数の杵と臼により圧縮成型することで、1時間に約12万錠の速度で錠剤化(素錠)します。
POINT
-
混合には作業性・安全性に優れたリボン式混合機を使用。 -
システム制御された打錠機により、無人運転でも安定的な打錠品の品質確保が可能。 -
打錠された錠剤は全数目視検査を実施。
PTP充填、瓶充填
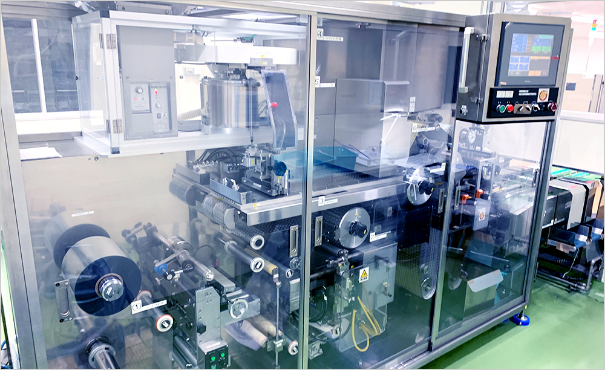
錠剤を包装形態に合わせ、小分け充填を行います。
数管理された錠剤充填と、散剤充填に対応しています。
数管理された錠剤充填と、散剤充填に対応しています。
POINT
-
高精度カラーカメラと赤外線照射+高精度モノクロカメラを使用することで、PTP充填品の高度な品質保証が可能。 -
散剤充填時は陰圧管理と局所排気システムによって粉末飛散を防止している。
包装
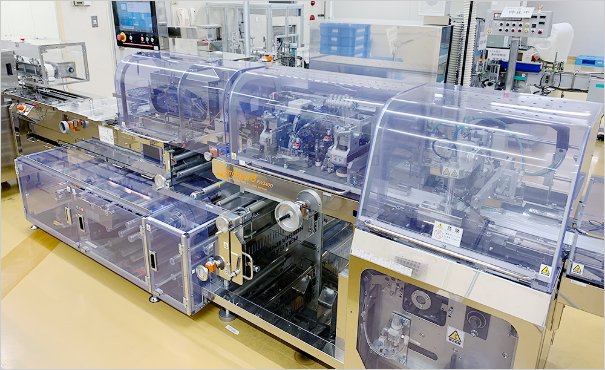
PTP充填されたシートを10束にまとめてピロー包装を行います。
ピロー包装品は組箱のサイズにあわせた数量を投入して封緘し、レーザーマーカーにて可変情報の捺印印字、ならびに封緘テープ検査と捺印印字検査を行います。
ピロー包装品は組箱のサイズにあわせた数量を投入して封緘し、レーザーマーカーにて可変情報の捺印印字、ならびに封緘テープ検査と捺印印字検査を行います。
POINT
-
ピロー包装品はウェイトチェッカーを用いて全数質量チェックを実施。 -
捺印検査では製造番号・使用期限について、GS1データバーとヒューマンリーダブルの検査を実施。 -
組箱包装品は出荷用段ボールケースに納入し、出荷判定後に工場出荷を行う。